



 上一条:
上一条:

- 中文

- 英文

- 18686665742
- 13104301357
- 13159562167
新闻中心
当前位置:首页 > 新闻中心龙门数控自动焊技术方案说明
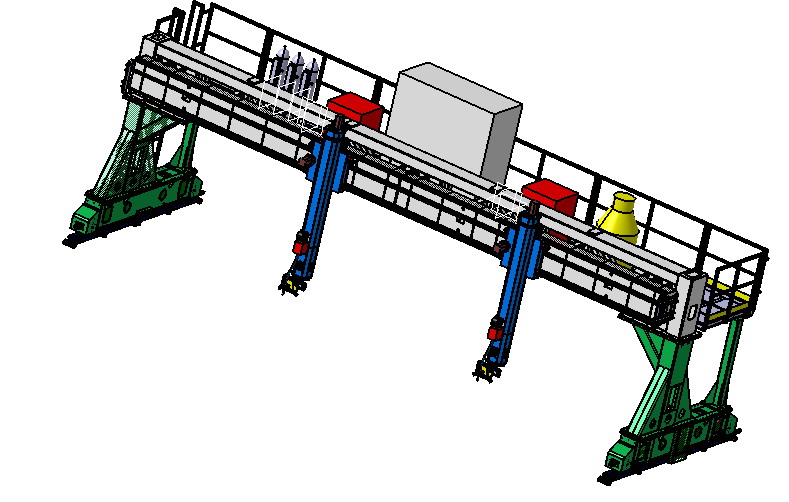
(2)设备实物效果图

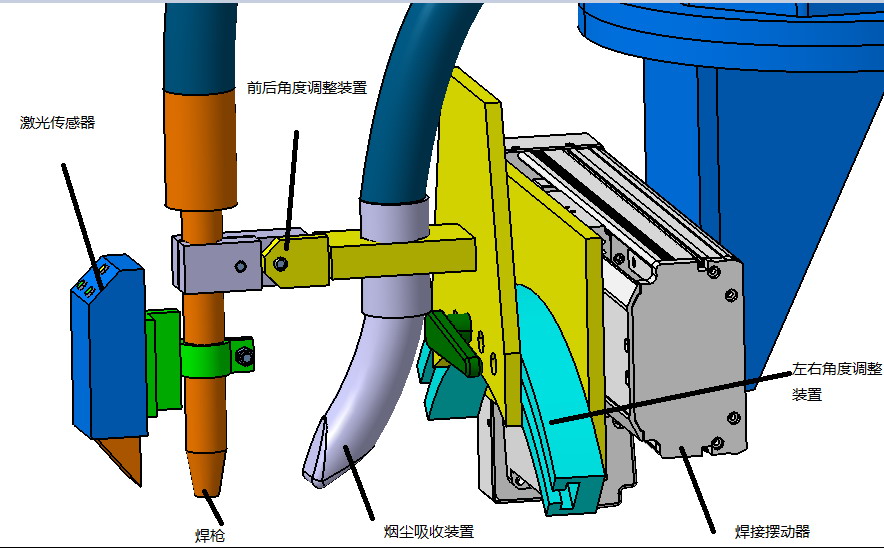
(2)设备焊枪调整图
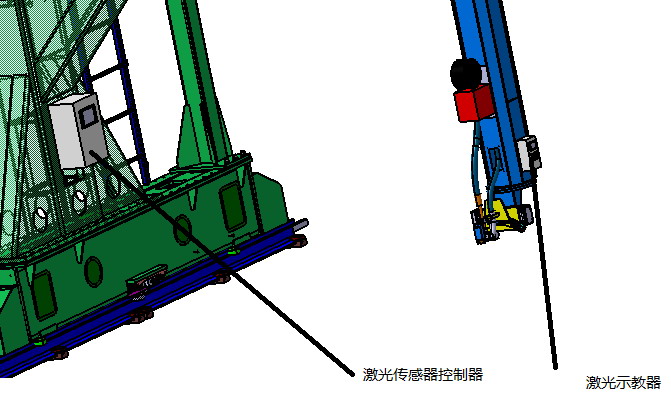
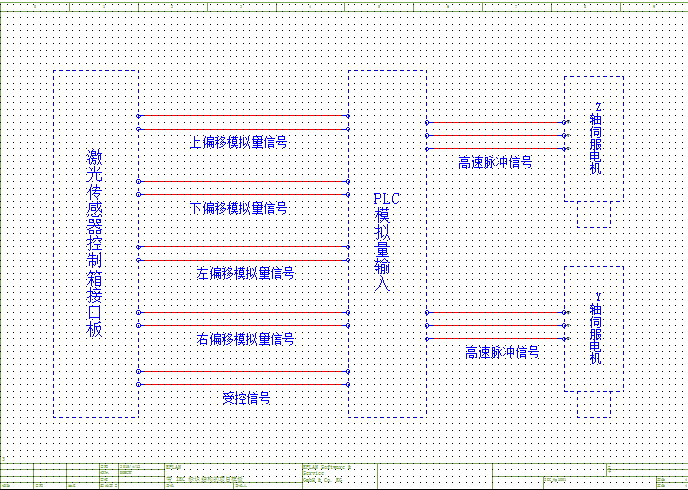
(3)激光传感器信号控制示意
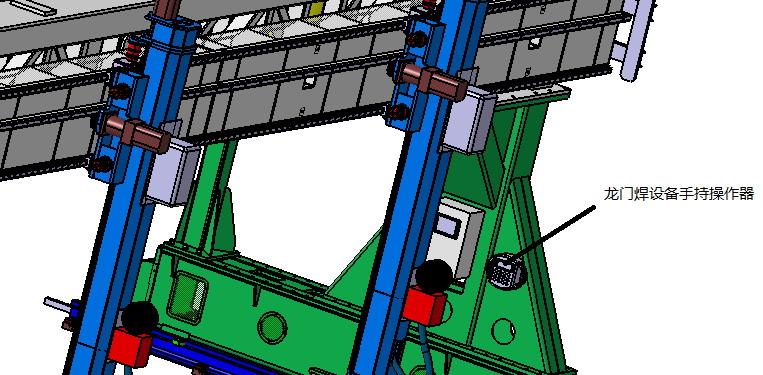
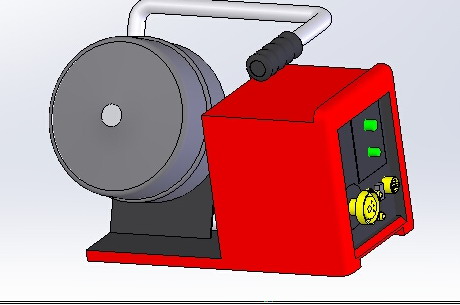
(4)龙门焊设备手持操作器
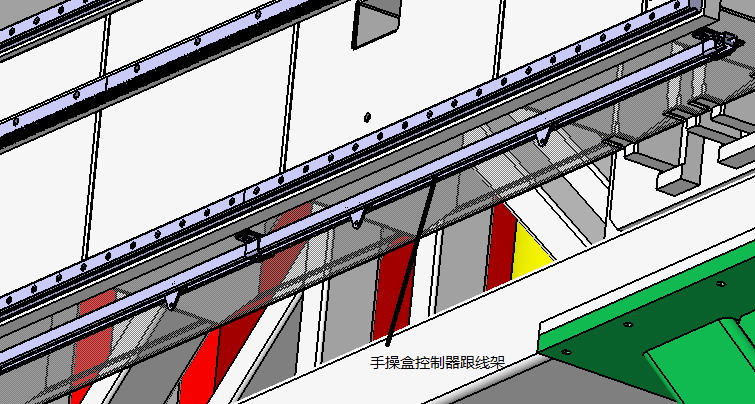
(5)龙门焊设备手持操作器滑线架示意
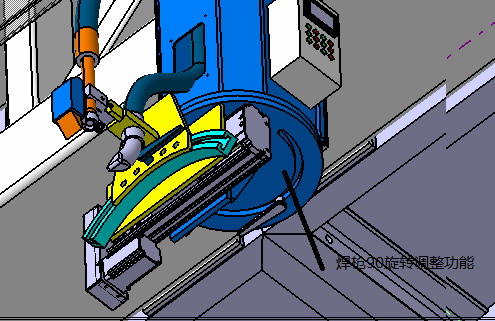
(6)焊接90度方向更换调节功能
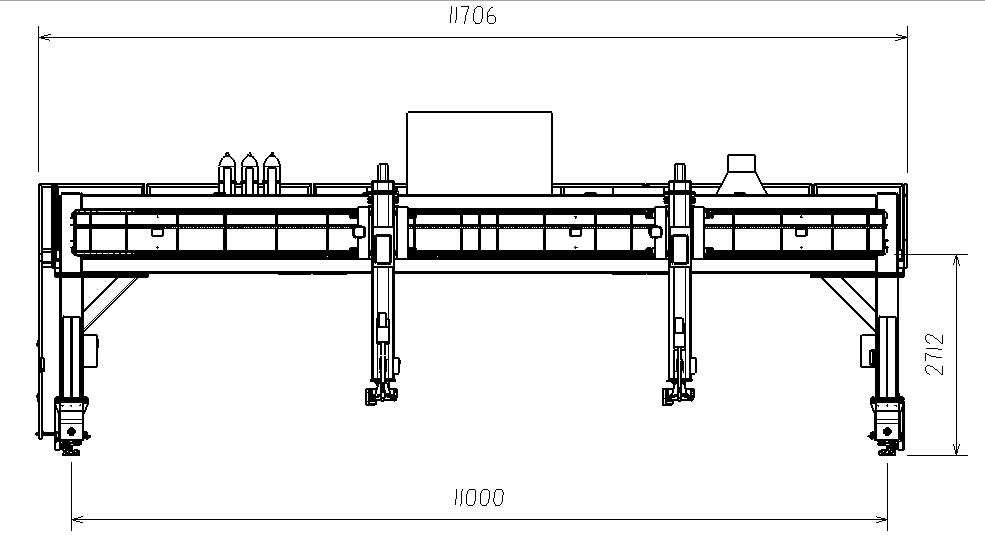
(7)设备俯视图
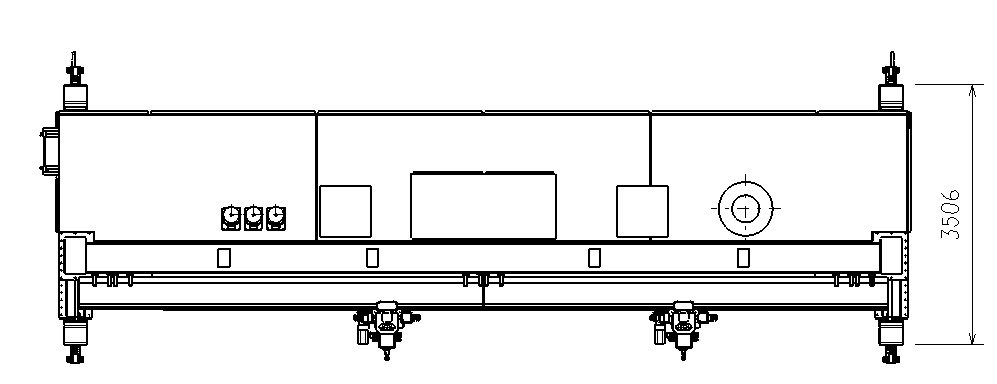
(8)设备正式图
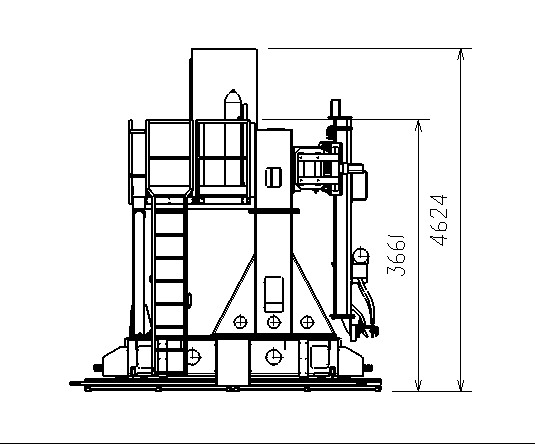
(9)设备侧视图
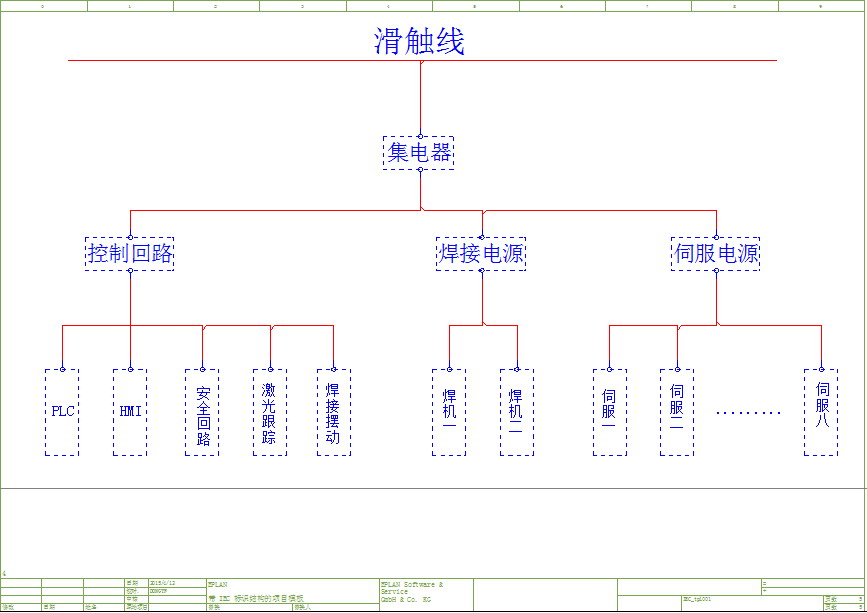
(10)设备电气控制框图
3.1.4.2 设备方案说明
(1)龙门走行机构
龙门走行机构运行在现有IGM导轨上,动力供应采用受流器在现有滑触线上取电,受流器设计采用和现有结构、尺寸相同的方式,能够保证和现有滑触线可靠结合,走行机构齿轮采用非标模数(3.3)齿轮,以保证和现有轨道齿条的可靠啮合。
龙门行走机构采用三面限位导引轮组成,保证了龙门行走的精确平稳,走行机构采用双侧伺服驱动,驱动电机、齿轮、轨道齿条采用消间隙处理设计结构,保证运行的准确速度。
走行机构带有龙门同步运行控制,龙门上安装有两套横向运动臂,运动臂可以上下运动,在运动臂下端,固定焊枪、吸烟器、激光、横向摆动器、激光示教器,在运动臂上,固定焊接烟尘净化器、送丝机及各种走线。
在龙门走行机构侧面,固定焊接控制机构,焊接控制机构配有拉线架保证该装置可以到达任何位置,导线有序跟进。
龙门走行机构顶侧,为设备布置平台,上面布置空气压缩机、烟尘过滤、控制柜、焊接电源和焊接气瓶及综合配电柜,滑触线受流装置布置在该平台上,设计一支架保证受流器通过导线将电流导入综合配电柜,配电柜内,配置空开控制焊接电源、压缩机、激光传感器、烟尘净化器、控制柜等。
(2)控制系统
控制系统采用西门子全新一代可编程序控制器SIMATIC S7-1200,SIMATIC S7-1200 小型可编程控制器充分满足于中小型自动化的系统需求,具有四路高速脉冲输出,可以控制四台伺服驱动器,龙门焊接专机共有8台伺服驱动器(X轴两台,Y轴两台,Z轴两台,U轴两台),S7-1200支持主从通讯,因此采用两台S7-1200主机,主机控制两个Z轴和两个U轴,从机控制两个X轴和Y轴。
移动操作面板采用西门子SIMATIC 移动面板 177,SIMATIC 移动面板 177具有5.7 寸和256 色触摸屏,支持键控和触摸,具有14 功能键(8 个 LED)、使能和急停按钮,支持PROFINET通讯协议,与主机PLC采用总线连接,可通过按键控制焊枪,在界面下选择所需功能,并输入相关参数(如电流、焊接速度等) 即可完成焊接程序的编制。

(3)数字化逆变焊接电源TPS 5000
◆TPS5000为先进节能的全新数字化逆变焊接电源,它的心脏部分是一个微电脑处理芯片,由它实现数字化焊接过程控制,其控制前所未有的精确、可靠,焊接性能优越,焊接质量优良, 可保证近乎无飞溅焊接,开创焊接领域新纪元;高频逆变技术,极大的减小变压器和电抗器体积,能耗大大降低,为新一代节能产品。数字化控制技术,可实现:短路过渡时,每次短路过程可控,保证近乎无飞溅稳定焊接低电流射流过渡,完全程序化控制,新功能的增加无需硬件更改,通过手提式电脑输入最新版本软件即可配置焊接专家程序,脉冲回烧控制。
◆ TPS5000 型焊机在任何状态下都不会发生焊丝与工件粘结现象。 因为高速运行的DSP(数字信号处理器)一旦发现有停弧的可能,既给出信号在停弧前加入一个脉冲,将焊丝端部的最后一滴熔滴推入熔池,使之与焊丝分离,避免粘丝,该焊接电源设计了最先进的引弧方法,引弧的每一个环节都经过周密考虑,每一步都实现程序化控制,保证了引弧的可靠性。为了保证重引弧容易,焊机还设计了回烧脉冲程序,停弧后焊丝不会结球。
◆TPS 5000 数字化逆变焊机及其特殊铝焊接功能 ,由子铝合金良好的热传导性,故在引弧部位不易熔透,造成焊缝起始位置易产生未熔合。
TPS5000焊机针对这一点,由程序控制采用瞬间高能量引弧,大电流建熔池后,递减至正常焊接电流进行焊接。另一方面铝合金熔点低,容易在焊缝终点造成能量聚积,造成烧穿.故TPS5000焊机在Rci控制系统控制下在焊接结束时电流自动衰减收弧。无飞溅引弧,包括铝合金焊接SFI(无飞溅引弧)软件,此技术可以达到无飞溅引弧. 焊接开始时, 焊丝首先以低速送进, 一但接触到工件表面后既停止, 立即接通引弧用低电流, 同时焊丝回抽至设定长度, 电弧引燃. 由于采用数字化技术, 此过程可以100%重复精确进行. TPS 5000具有内置无飞溅引弧程序.
◆同步脉冲技术,此技术主要用于铝合金自动焊熔化控制,并可实现表面波纹状成型。 即通过两个不同能量的脉冲组合交替变化而实现. 焊缝表面呈银白色.
◆技术参数:
配备闭环式水冷却系统
焊接电流: 3 - 500安培, 350 A时100%暂载率
工作电压: 14.2 - 39 V
额定功率: 15,6 kVA
重量: 36 kg
◆送丝机 型号VR 4000 4R/G/W/E Wire feeder送丝机
VR系列送丝机,新式开放型扁平设计, 易于调整。可以保证长期无故障送丝。此送丝机的突出特点为稳定的4轮主动轮驱动式送丝,电机上的数字式转速计监测送丝速度,并通过控制系统加以调整从而保证恒定的送丝速度。为进行气动焊枪清理,标准设备配备有电磁阀, 飞溅分离液注入器。送丝机同时配备有冷却水和气体流量监测装置。与钢焊丝不同之处是铝合金焊丝较软,这就要求焊丝进给无滑动. 四轮主动驱动式送丝可以保证在相对较低的压力下进给无滑动, 由于压紧力较低不会将较软的铝合金焊丝挤压变形或损伤铝合金焊丝表面.
送丝机带有铰接式支架,可配合使用20kg焊丝盘,并带有电缆组件用中央接头。焊丝盘直接安装于机器人手臂上,操作人员不必借助梯子站在地面上即可以容易地更换焊丝盘。
◆技术参数:
适用焊接电源 齿轮速比 送丝速度 焊丝直径
TS/TPS系列 24:1 0-22m/min 0.8-1.6mm
供货时按照直径1.2mm和1.6mm焊丝的焊接进行配置。
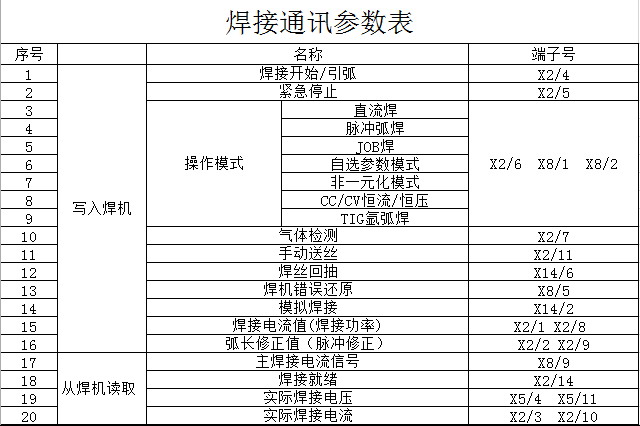
◆TPS500与控制系统PLC的通信
I-kit Rob5000 InterfaceI/O通讯接口具有数字量输入输出和模拟量输入输出功能,可以与焊接专机数据交换,PLC发送模拟量信号控制焊接功率和弧长,焊机发送模拟量信号反馈实际焊接电流和电压,PLC发送数字量信号控制电焊机的送丝、送气、点火和控制模式等。
◆TPS500与控制系统PLC的通信图表
(4) 焊接摆动
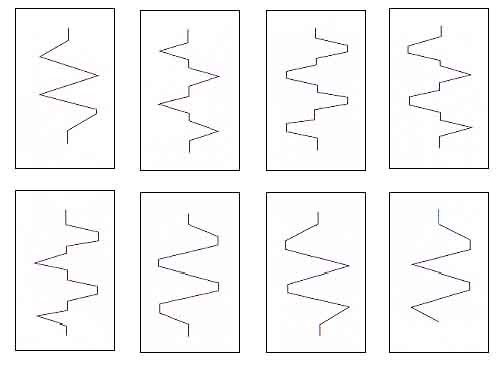
◆为实现Y轴方向焊枪能通过稳定的轻微摆动实现盖面焊缝等较宽焊缝的焊接,在垂直轴Z轴的下加装摆动U轴,U轴有PLC发送脉冲指令控制,U轴采用直线模组形式,双直线导轨和滚珠丝杠结构,确保传动的精确性,通过伺服电机连接滚珠丝杠带动焊枪实现左右精确摆动,摆动程序由移动操作面板自定义编程输入,并可预存多组参数,满足不同工件需求,可实现如下图摆动路径。
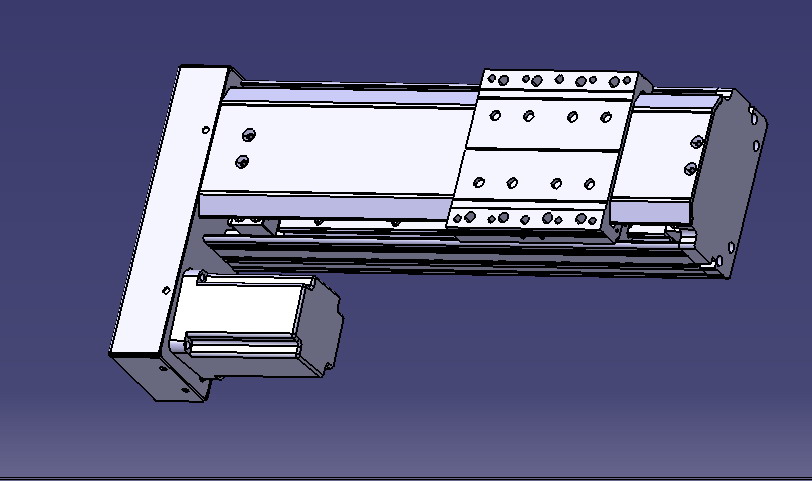
摆动U轴三维模型
◆摆动U轴主要技术参数
左摆动速度范围: 0~3 m/min
右摆动速度范围: 0~3 m/min
摆 幅 范 围: ± 50mm
左停留时间范围: 0~5.0s(0.1s为调节单位)
右停留时间范围: 0~5.0s(0.1s为调节单位)
◆摆动U轴主要技术参数
左摆动速度范围: 0~3 m/min
右摆动速度范围: 0~3 m/min
摆 幅 范 围: ± 50mm
左停留时间范围: 0~5.0s(0.1s为调节单位)
右停留时间范围: 0~5.0s(0.1s为调节单位)
中心停留时间范围:0~5.0s(0.1s为调节单位)
(5)激光焊缝跟踪Smart Laser Probe(SLS-025)
◆激光焊缝跟踪传感系统工作原理如下:
激光发生器安装于跟踪器之中。激光传感器产生的激光束由棱镜散射成一激光条带,照射到工件表面上。
安装于传感器之中的光敏器件接受从工件发射回来的光束,同时通过过滤器将非正常的信号滤除,以便能正确跟踪焊缝的实际位置。此传感器通过内部吹出的气体防止焊接烟尘的污染。
◆本设备采用英国Meta视觉公司最新推出的新一代智能型激光焊缝跟踪系统(Smart Laser Probe),其技术特点、产品性能如下:
高分辨率:SLS传感器内部采用百万像素级的CMOS摄像机、嵌入式电子元器件和高分辨率显示设备。
高采样率:将图像处理软硬件集成在传感器内部,其采样速率达到每秒30帧,能够适应高焊接速度和高跟踪精度要求。动态窗口技术还能获得更高的采样速率。
高适应性:结合多年现场实际使用经验,算法更加优化,能适应更复杂的焊缝特点.同时增加了先进的抗反射技术,针对高反射性材料如铝合金和不锈钢,其跟踪性能大幅提高。
多功能I/O:系统对外具有网络通讯,模拟量通讯和数字量通讯,多功能I/O接口可以同更多设备相连。可以直接控制直线滑架或者与焊接专机控制器通讯.
传感器温度适应范围更广:达到-40 °C 到 +55°C,能满足极端焊接环境,如跨境管线焊接等需求。
◆可视化窗口:系统采用彩色触摸屏显示器替代传统的黑白工业监视器,操作者可以通过显示器一览系统的工作过程,对系统进行分析和维护。
经典手控盒:手控盒经重新设计,更加坚固耐用,其包括了多行彩色LED显示按钮,使操作者可以从手控盒及时得到系统状态信息。
◆该激光传感器构成如下

◆激光焊缝跟踪在龙门焊专机上的实现:
在焊接过程中激光跟踪传感器将实时数据传递给激光控制系统,激光控制系统经过计算处理后,将执行的位移量通过模拟量和开关量的形式发送给plc, plc通A/D转换将模拟量转换成实际位移量发送给执行机构(Z轴执行上下偏移量,U轴执行左右偏移量)
◆激光传感器与龙门焊接控制系统的连接框图
◆激光传感器操作步骤如下:
开机:
开机前先确保手控盒与系统连接正常,传感器与系统连接正常。
第一步 打开控制箱内的空开。
第二步 打开控制箱门上的电源开关(箱门上的左边)。向右旋为开,向左旋为关。
第三步 把系统模式打到RUN状态(箱门右边的上),把激光钥匙开关打到ON状态(箱门右边的下)。
跟踪操作步骤:
第一步 确保无错误提示!主控箱和显示屏启动之后,手控盒上的状态灯(STATUS)不亮,若为红色则表示有错误,再观察显示屏上显示是什么错误,排除错误后再进行手控盒相关的操作。
第二步 打开激光!按下手控盒上的激光器打开按钮(LASER ),相应的指示灯亮(为黄色)。这时传感器的高亮度的激光条纹出现。
第三步 确保系统对焊缝分析成功!传感器的激光条纹出现后,先把焊枪和焊点调整到正确的位置上,再对传感器进行上下左右的微调,使得显示屏界面上出现清晰的分析图像(以分析图像位于方框的正中央为最佳),同时观察图像,确保系统成功分析出焊缝(图像中心出现黄色的小十字代表分析成功)。如果无论怎样进行手动调整都不能成功分析出焊缝,则需要用笔记本电脑进行重新设置。
第四步 设置参考点!确保焊缝分析成功后,就可进行参考点设置,在打开激光条纹的前提下,同时按下LASER和SEAM两个按钮,延时5秒再松开,然后再一次打开激光条纹,同时观察图像,确认绿色的小方框与黄色的小十字是否重合在一起,如果重合则代表参考点设置成功,如果没重合则需要重新设置,即重复刚才的步骤:同时按下LASER和SEAM两个按钮,延时10秒再松开,然后再一次打开激光条纹,观察图像中的绿色小方框与黄色的小十字是否重合。重合就表示参考点设置成功。如果重复多次都没设置成功就需要用笔记本电脑来设置,或者联系META技术人员。
第五步 开始自动跟踪!参考点设置成功后按开始按钮(START),然后手控盒最下面一排的三个灯:LASER(激光),STATUS(状态),SEAM(焊缝),同时亮就表示图像分析成功,并进入自动跟踪状态,可以起弧,开始焊接。如果三个灯没有同时亮,则表示图像分析不成功,系统没进行自动跟踪状态。这时则需要人为观察,判断,找出原因。
第六步 跟踪过程中的微调!如果在自动跟踪过程中发现跟踪有少许偏离,调整的方式有两种,第一种方法是在自动跟踪状态下,按下OFFSET按钮,然后通过手控盒上的方向键来调整,但属于点动调整,每按一下,移动0.1mm,第二种方法是关闭自动跟踪,即按一下STOP按钮,再打开激光,再通过方向键来调整,然后重新设置参考点,再重新进入自动跟踪状态。但根据你们厂实际的焊接工艺来看,最好别采用第二种方法,因为在生产过程中整个管抖动太厉害,无法准确重新设置参考点。
关机:
先通过手控盒关掉激光,再关掉主控箱上的电源开关。
传感器日常维护:
每天焊接前都需要将传感器最前端的保护片抽下来,用酒精浸湿的干净的不起毛的布擦拭,传感器的内部没有操作者需要维护的任何部分,千万不要拆开传感器。再就是传感器电缆的拆装都必须是在断电的状态下,传感器的理论工作温度范围是0摄氏度到50摄氏度之间,如果低于0摄氏度,传感器启动不了,一般温度保持在30-40之间,在冬天保持在和室温差不多,夏天以传感器表面没有冷凝水为宜。传感器的温度在显示屏界面上能够观察到。
(6)焊接烟尘吸收和过滤净化装置
焊接烟尘净化器采用自清洁烟尘净化器,其技术参数如下:
流量: 220立方米/小时
电机功率: 2 X 0.95 KW
吸管口径: Φ50毫米
过滤效率: > 99%
过滤后烟尘排放符合相关国内标准。

地址:长春绿园经济开发区金鹏路945号 电话:13159562167 电邮:2941023964@qq.com
Copyright © 2015 All Rights Reserved 长春新纪元自动化设备有限公司 ICP 备案:吉ICP备13003223号 技术支持:
瑞捷网络科技