



 ��һ����
��һ����

- ����

- Ӣ��

- 18686665742
- 13104301357
- 13159562167
��������
��ǰλ�ã���ҳ > �������� �����ӹ�װ�ɹ���Ŀ����Э��
�����ϳ����ľ��ܼӹ��������ι�˾(���¼�Ƽ�)ί�� �����¼�Ԫ�Զ����豸����˾ (���¼���ҷ�)���� �����ӹ�װ��Ŀ����˫��Э�̣�������¼���Э�顣
1 ���ƣ������ӹ�װ
2 ��װ����
�����ӹ�װ�����������ݣ�
��1������װ���ӹ�װ 1��
��2��������װ���ӹ�װ 1��
��3�������������װ���ӹ�װ 1��
��4���в�������ͨ�ù�װ 1��
��5���յ���װ����ģ 1��
��6����������1���߶�λ�� 1��
��7��Һѹϵͳ 1��
��8���ܵ繭��װ����ģ 1��
3����ʱ�䣺
��1�����Ͻ������װ���ӹ�װ�����Ͻ��嶥����װ���ӹ�װ�������������װ���ӹ�װ���յ���װ����ģ���ܵ繭��װ����ģ��2015��5��15����ɰ�װ���Լ��������ա�
��2���в�������ͨ�ù�װ��2015��3��20����ɰ�װ���Լ��������ա�
4 �ο��ı��ͷ��ɷ���
4.1.��װ��Ƽ����ܱ����������������ƹ淶���������ʼ첿���������,��װʹ�ü�����Ҫ��
4.2.���ṩ�Ĵ��麸��װӦ���㹻�ĸնȡ�ǿ�ȡ��ȶ��ԺͿ��㸲�ԣ����������а�ȫ�ɿ������������������������йر���Ҫ�������Ͱ�ȫ�����й������йر���
5 ��Ҫ��������������������
5.1 ������Ӧ��
��1���¶ȣ� 0�桫40�棬���ʪ��<95%��
��2����Դ��3�ཻ�� ��Դ��380V��10%,50Hz��2%�����ࣺ220V��10%, 50Hz��2%
��3����Դ�������ܵ�ѹ������ѹ����0.55Mpa��0.8Mpa
5.2 ��װ����Ҫ��
�ù�װ�ṹ��������ȫ�ɿ���Ҫ������㹻�ĸ��Ժͳ��ڵ��ȶ������ԡ���װ���нϺ���ۡ��ɿ��ķ�����ʩ��ѡ�ĺ������������졢�������죬�����ڳ�������ʹ�ã������ʵͣ��������㡣���У�˿�˲���40Cr�ֲġ�
6. ��Ҫ�ṹ�����ܼ���Ҫ��
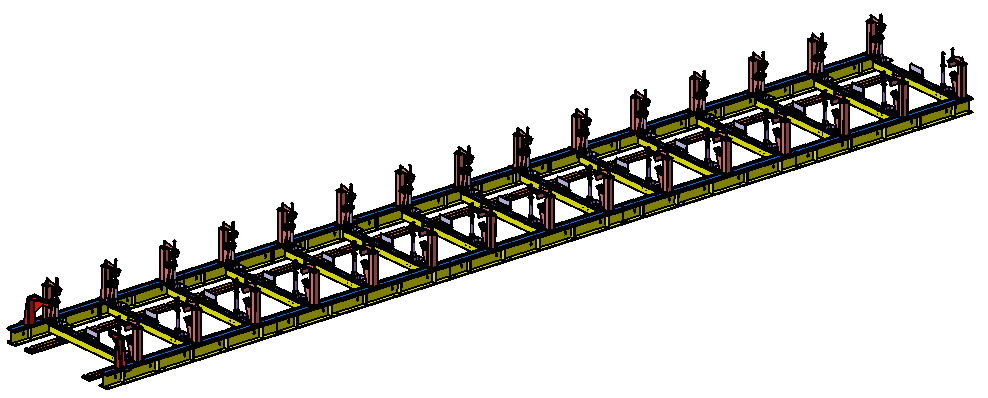
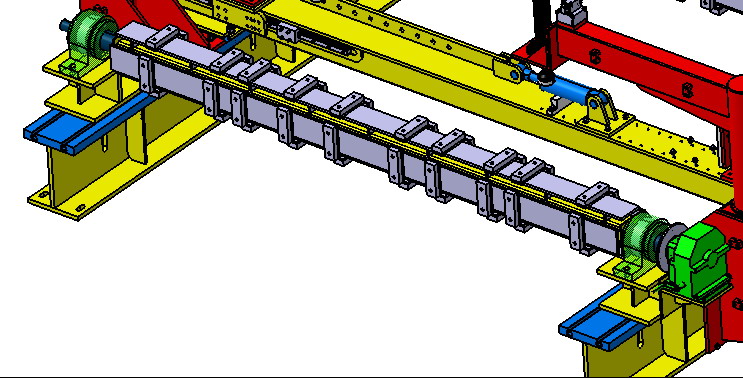
6.1 ����װ���ӹ�װ��
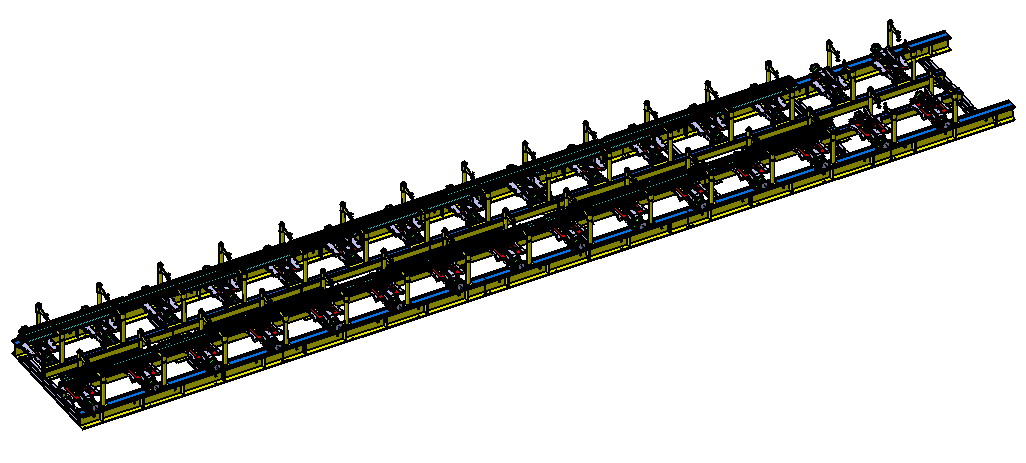
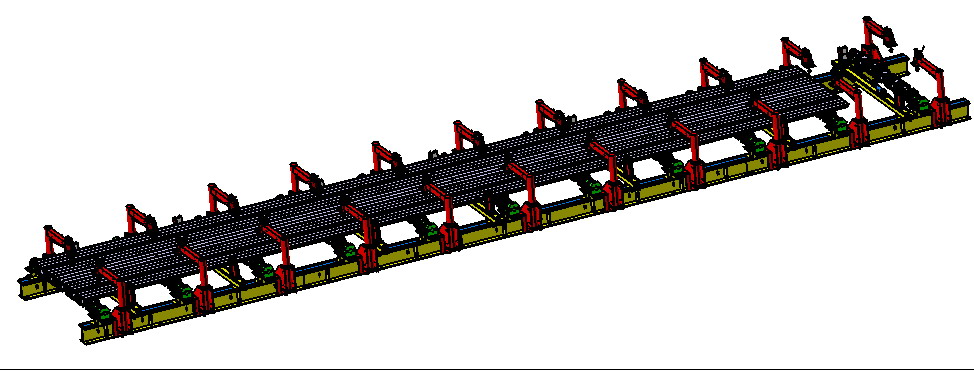
6.1.1 ����װ���ӹ�װ���岼��
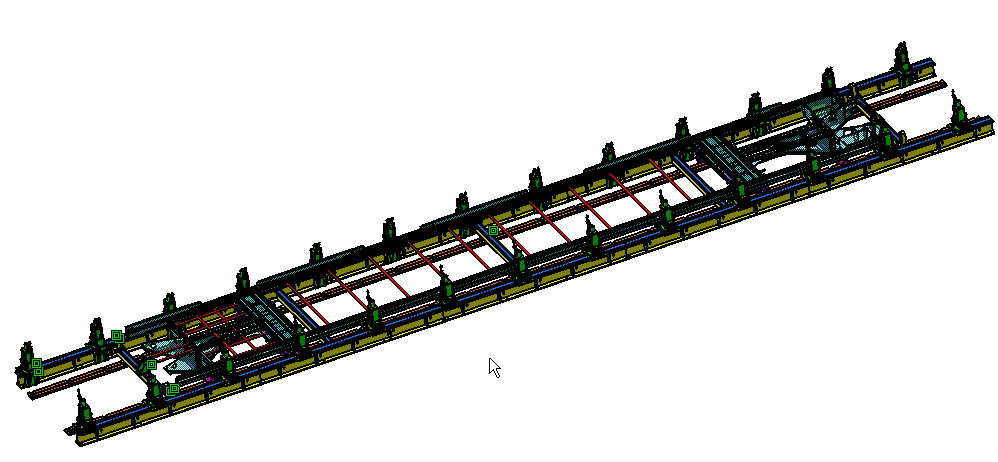
6.1.2 ��������������
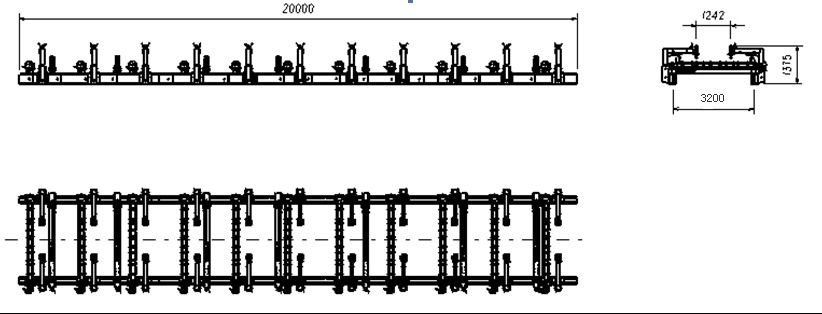
����װ���ӹ�װ��Ҫ���ڽ��ܱ��������ذ塢�˲�����ǣ���������������������������Ȳ����麸�ɳ���ܣ���֤�ܺ���Ŀ��ȡ����ȡ��ذ�ƽ��ȡ����������������Ҫ��λ�ߴ�����ͼֽҪ��ʵ�ֵ����������װ�м����ӣ��豣֤������Ա�ͻ������㹻�IJ����ռ䣬��װ��ͭ���ӵػ�����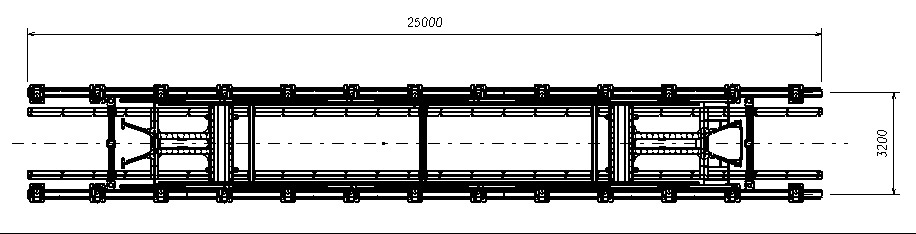
6.1.3 �豸��Ҫ����
��1�����������¶�Ҫ�� 5�桫45��
��2�������������ʪ��Ҫ�� 95����
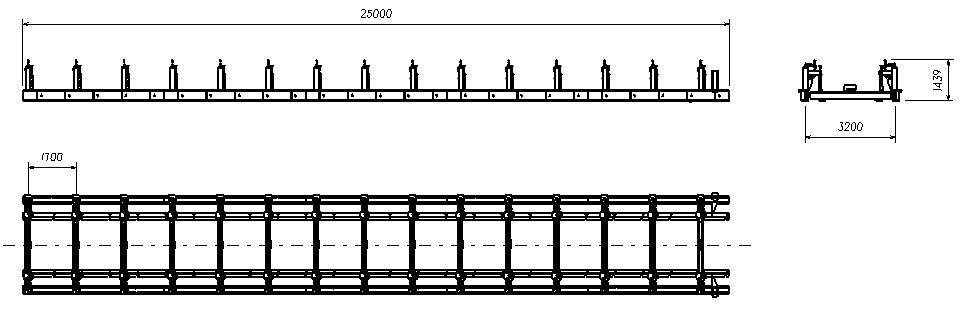
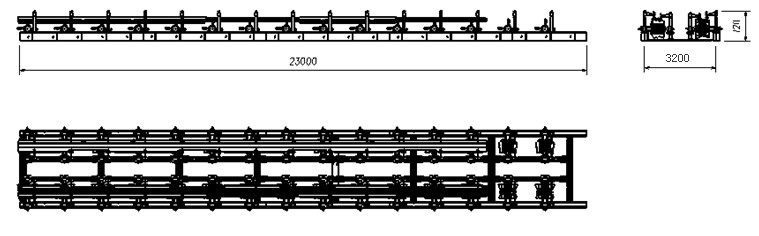
��3����װ���峤�ȣ� 25m
��4�������������ľ��� 3.2m
6.1.4 �豸����
���� 50m
���������ƶ�C�Ͳ� 50m
�ܱ���ѹ����λװ�� 26��
ǣ�������� 4��
�����뻺�����Ÿ� 4��
�����뻺�����Ÿ� 8��
������ǣ�����Ÿ� 8��
�����������װ�� 4��
����������Ÿ� 10��
����������װ�� 1��
����֧���� 5��
��Ʒ����(��������1��) 1��
̨λͭ���ӵػ��� 1��
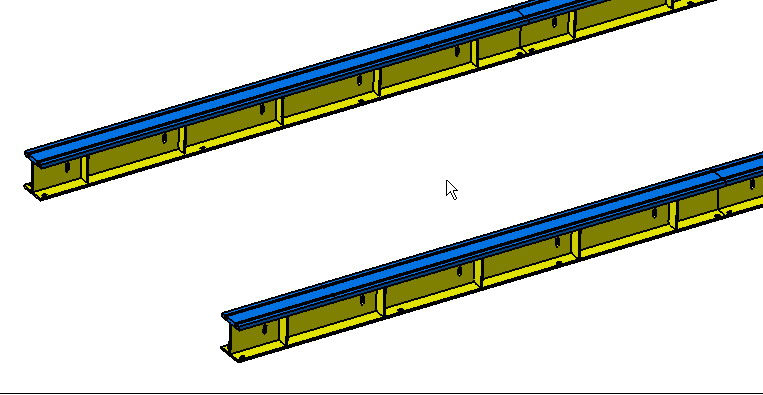
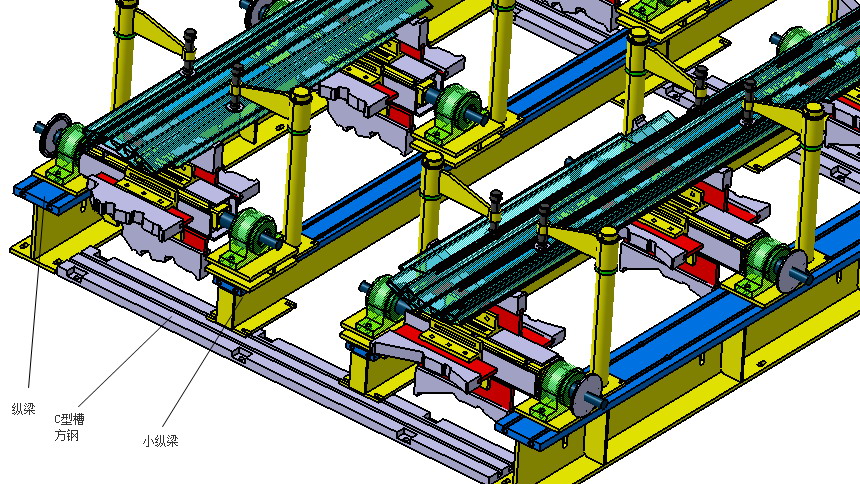
6.1.5 �ṹ����������
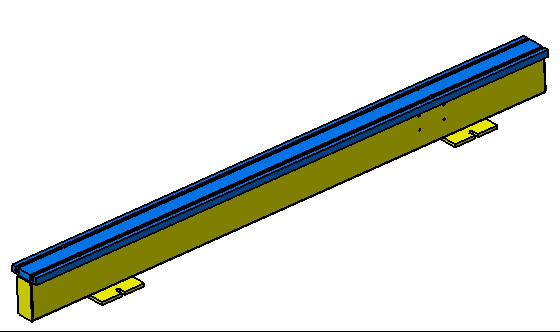
��1������
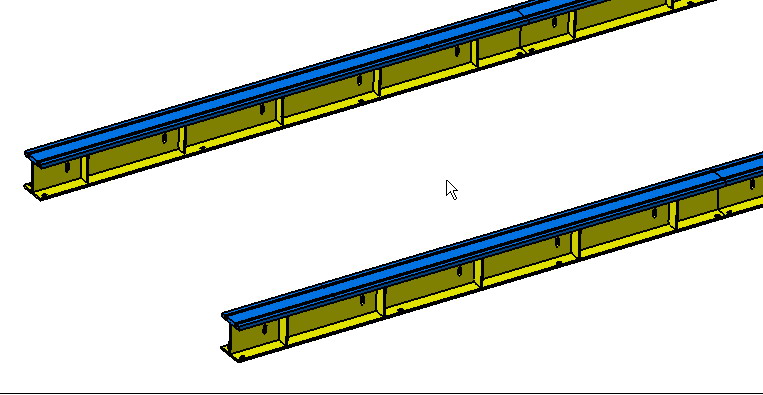
�������ò���Ϊ����Q235-A�ֲģ��������������ᴦ�����ò����û�ѧ��˨�̶����棬��ĸ��ƽ��˫��ĸ������
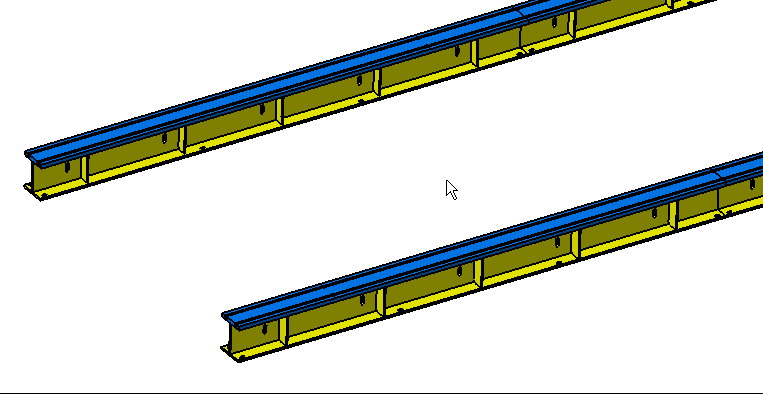
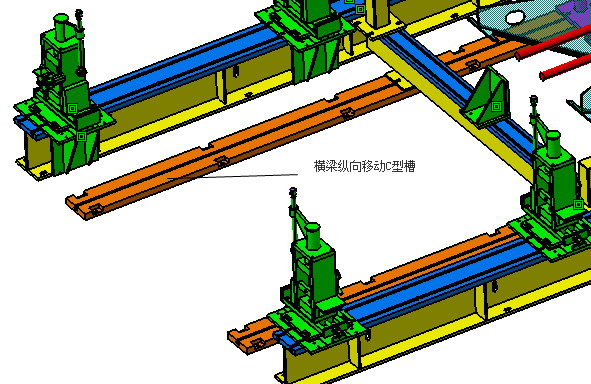
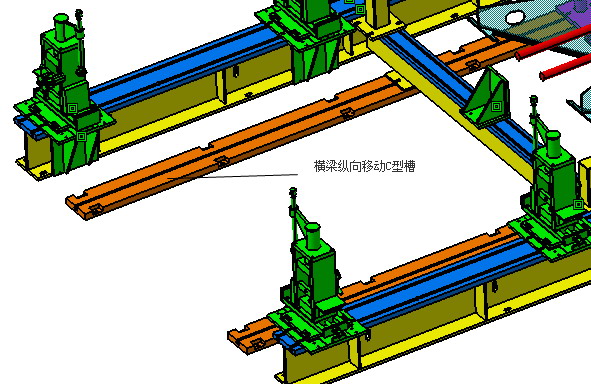
��2�����������ƶ�C�Ͳ۷���
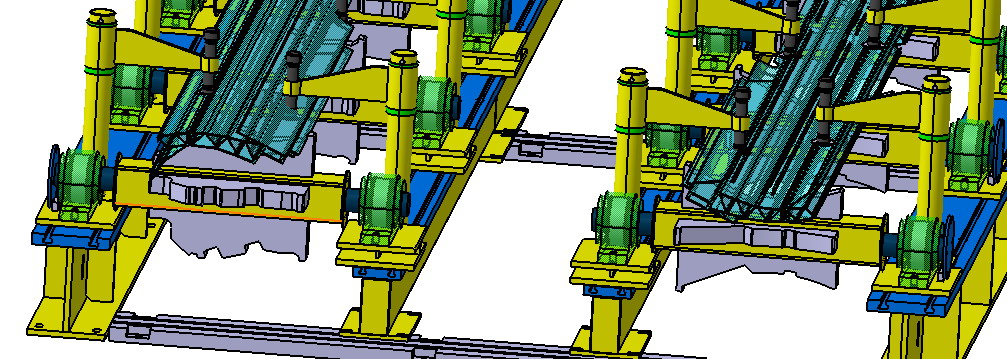
��װ�����������������ƶ�����C�Ͳ۷��֣�ͨ����ѧ��˨�̶����棬�ṹʾ�����£�
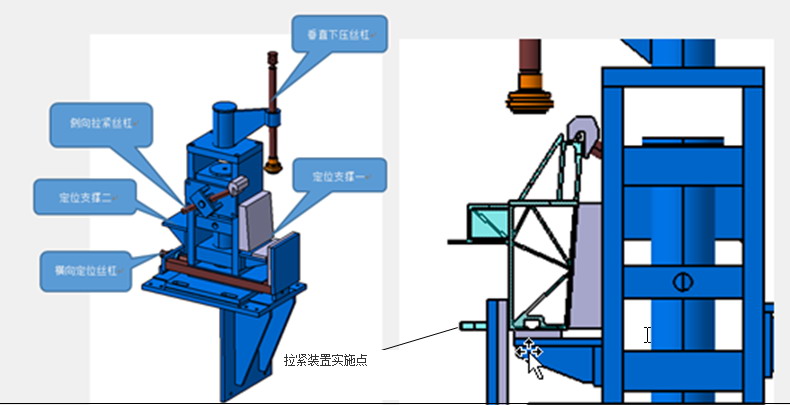
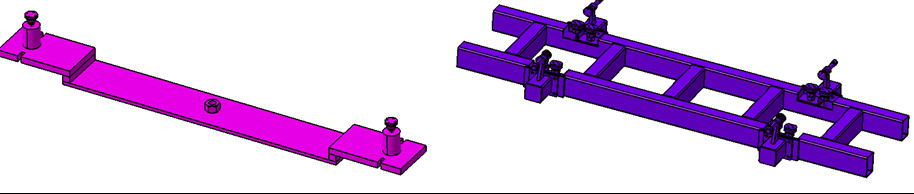
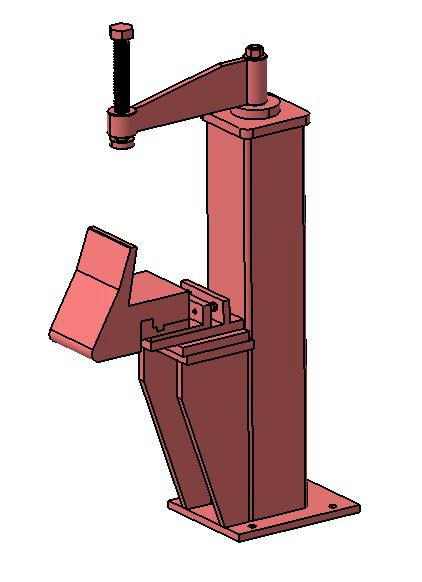
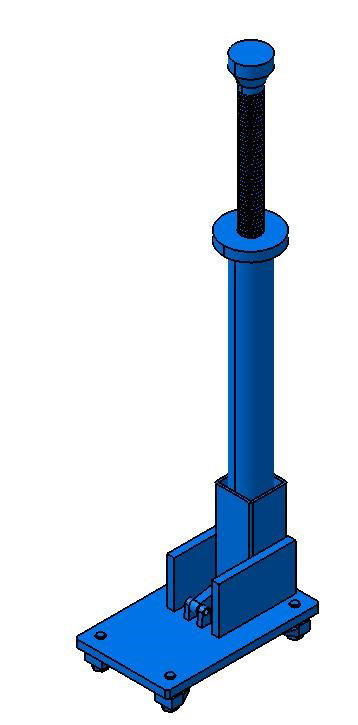
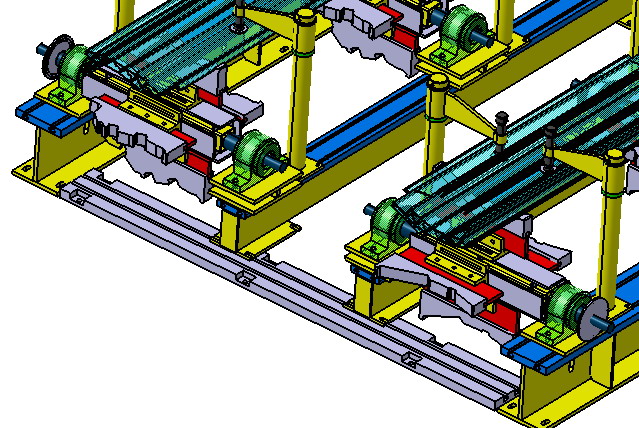
��3���ܱ���ѹ����λװ��
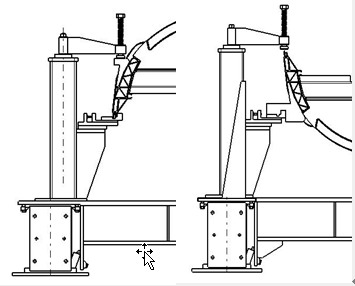
�ܱ���ѹ����λװ����Ҫ�����Ƕ�λ���̶��ܱ���������װ��ͨ��ѹ���弰��˨�̶���֧�ſ���ϡ������е�װ��ʱ�����ܱ������ڶ�λ֧�ţ�һ���ϣ���ת����λ˿�ܰѵܱ�����ȷ��λ���Ӷ���֤�ܵĿ��ȳߴ硣�����ô�ֱ��ѹ˿�ܺͲ�������˿����ȫ���ܱ����̶��ڹ�װ֮�ϡ�
����Ҫʵ�ֵܷ���װ�м�����ʱ��ֻ�轫��װ��װת180�㽫�ܱ������ڶ�λ֧�ţ������ϣ�������λѹ����ʽ������������ͬ����ʵ�ֵܵķ���װ�м����ӡ�
��4���˲�����λװ��
��5������������е���װ��
�ڱ�������λ���ϣ���4����λ���̶��ڱ����ϣ�ͬ����ʽǧ������������λ�ã�ʵ�ֱ�������λ��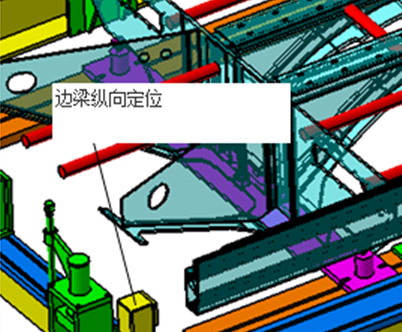
��6�� ����������װ��
ͨ����������װ�ã����Լ������������������������жȡ�
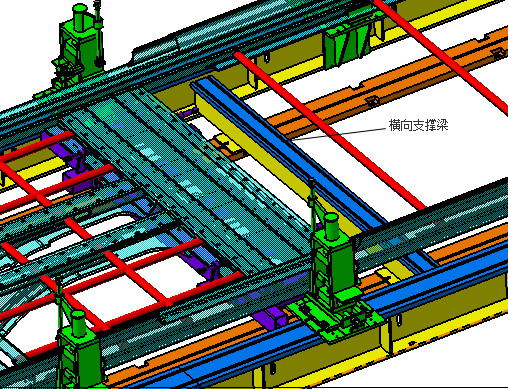
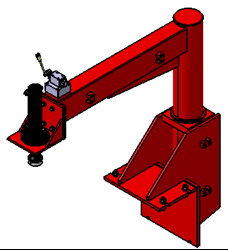
��7������֧����
����֧�������Է���̶�����̨λ���IJ�λ֧�ż����������⻬������̨֤λ������ԡ�
��8����Ʒ����
������1�� �ܹ�װ����嵥
��� ���� ���� ��λ
1 ��ѹ�ݸ� 20 ��
2 �����ݸ� 20 ��
3 C�Ͳ�T�ͽ�����˨������ 50 ��
4 C�Ͳ�T�ͽ�����˨������ 50 ��
5 ���� 2 ��
6.2 ���Ͻ��嶥����װ���ӹ�װ
6.2.1 ���Ͻ��嶥����װ���ӹ�װ���岼��
��
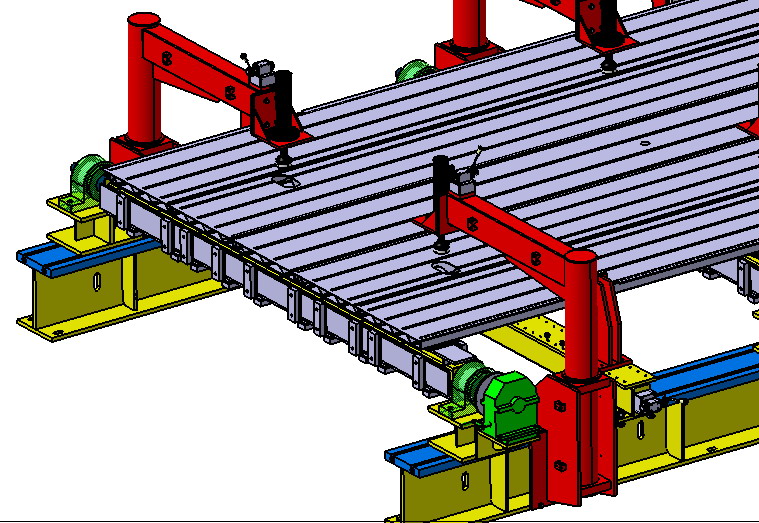
6.2.2 �豸������������
���Ͻ��嶥����װ���ӹ�װ�����ڣ��������������Բ�����ǡ��ܵ繭�塢�յ��塢�˰�Ȳ����麸�ɶ��ǡ���װ��֤���Ǻ�����ȡ����ȼ��������ȵ���λ�ߴ�����ͼֽҪ�����㶥���Ӷ�����Ҫ��װ�ܹ�ʵ�ֶ������������װ�м����ӣ�����֤������Ա�ͻ������㹻�IJ����ռ䣬��װ���û�е�оߡ���װ��ͭ���ӵػ�����
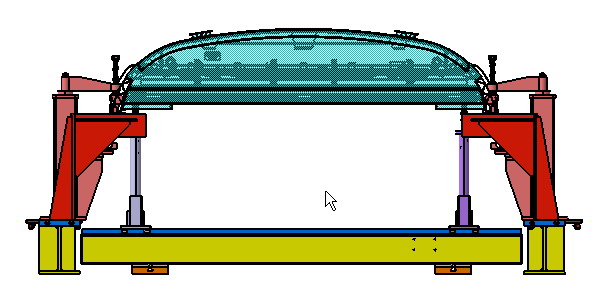
���嶥����װװ��ʾ��
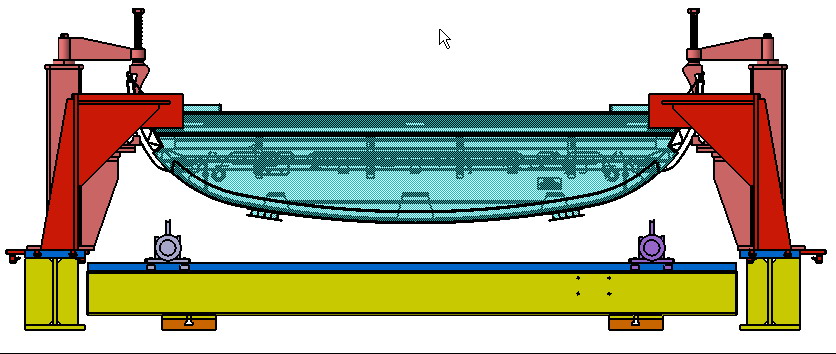
���嶥�Ƿ�װװ��ʾ��
6.2.3 �豸��Ҫ����
��1�����������¶�Ҫ�� 5�桫45��
��3�������������ʪ��Ҫ�� 95����
��3����װ���� 25M
��4�������������ľ��� 3.2m
6.2.4 �豸����
��1������ 50��
��2�����������ƶ�C�Ͳ� 50��
��3����������֧���� 26��
��5������֧���� 15��
��6����������8M��5�֣� 6��
��7���˲�������λ�� 4��
��8�����ˣ���60��˫��������C�Ͳ�λ�ã� 13��
��9��̨λͭ���ӵػ��� 1��
��10����Ʒ����(��������2��) 1��
6.2.4 ��װ����������
��1����װ�������
��װ�����ɸְ庸�ӳ�H�ֽṹ����֤ǿ�ȣ�����Ϊ��е�ӹ��棬��֤֧��װ�õ�˳�����������ò���Ϊ����Q235-A�ֲģ��������������ᴦ�����ӹ���Ϳ�����͡�
��2����װ����
��װ�������壬��������Q235-A�ֲģ��������������ᴦ�����ӹ���Ϳ�����͡���֤������Ĺ��ܺ�ǿ�ȣ��ṹ������
��3�����������ƶ�C�Ͳ�
��װ�����������������ƶ�����C�Ͳ۷��֣�ͨ����ѧ��˨�̶����棬�ṹʾ�����£�
��4��֧����ѹ������
֧����ѹ���������������庸��Ϊ֧�ţ���װ����װʹ�ò�ͬ������飬�ϲ�˿����תѹ��������ṹ���ײ�����
֧����ѹ��������װʾ�� ֧����ѹ��������װʾ��
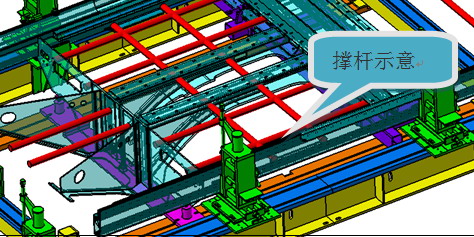
��5����������װʱ���в�֧��
��5����������װʱ���в�֧��
6.3.2 �豸������������
�����������װ���ӹ�װ��Ҫ���ڽ����DZ������������յ�֧�����Ȳ����麸�ɶ������������֤���������������Ҫ�ߴ缰��λ��������ͼֽҪ��ʵ�ֶ���������������࣬���Ҽ���2����λ��ͬʱװ�м����ӡ���װ��ͭ���ӵػ�����
6.3.3 �豸��Ҫ����
��1�����������¶�Ҫ�� 5�桫45��
��2�������������ʪ��Ҫ�� 95����
��3����װ���峤�ȣ� 23m
��4���������ľ��룺 3.2m
6.3.4 �豸����
��1��֧�ſ�� 1��
��2�������������ת��λװ�� 26��
��3�����������ѹ��װ�� 52��
��4��̨λͭ���ӵػ��� 1��
��5���������������3���� 1��
6.3.5 �ṹ����������
��1��֧�ſ��
֧�ſ����������װ����װ�ã�������25��������C�Ͳ۷��֡�50��С������ɣ����ò���Ϊ����Q235-A�ֲģ��������������ᴦ����
��2�������������ת��λװ��
��λװ�ð���13����ת������ÿ����������4����λ֧�ſ顣�ֱ��ʺ�����װ��һ��λ��װ�С���ת��ʽ�����ֶ���ת�����Ӷ�λ
��3�����������ѹ��װ��
���������ѹ����������ѹ����ʽ����װ�ò���������֧�����ϡ�
��4����Ʒ����
���ӣ�3���������߸���
��� ���� ���� ��λ
1 ��ѹ�ݸ� 20 ��
2 ������� 10 ��
3 ����� 20 ��
4 C�Ͳ�T�ͽ�����˨������ 20 ��
5 C�Ͳ�T�ͽ�����˨������ 20 ��
6 ���� 2 ��
6.4 �в�������ͨ�ù�װ
6.4.1 �в�������ͨ�ù�װ���巽��˵��
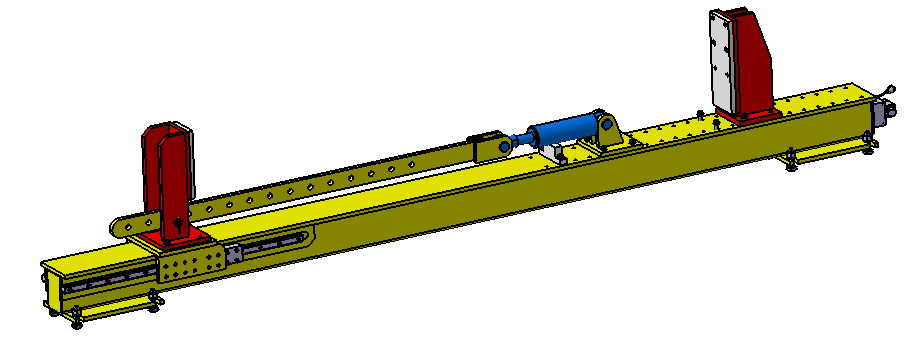
6.4.2 �豸������������
�����ڳ��ذ塢�յ��塢�ܵ繭������Ͻ��в������麸������Һѹ�оߡ�ֻ��ͨ����ת֧�ź�������װ�������в�����֧�ſ���ں���������λ�û�����������������Ӧ���ֲ�����װ�С���װ��ͭ���ӵػ�����
װ��ʾ��
6.4.3 �豸��Ҫ����
��1�����������¶�Ҫ�� 5�桫45��
��2�������������ʪ��Ҫ�� 95����
��3��ѹ����Χ 0-16MPa
��4����װ���� 23m
��5�� �������ľ��� 3.2m
6.4.4 �豸����
��1�� ���� 46m
��2����ת���� 12��
��3�� ����װ������ 7��
��4��������ѹװ������������ʽ�� 24��
��5�����Ͻ�ѹ��1000mm�� 22��
��6�� Һѹ�ס�Һѹ����Һѹ����Һѹ�ܡ�Һѹ��ͷ 1��
��7��̨λͭ���ӵػ��� 1��
��8�� ��Ʒ��������������4���� 1��
6.4.5 ��װ�������������£�
��1����װ����
�����ɸְ庸�ӳ�H�ֽṹ����֤ǿ�ȣ�����Ϊ��е�ӹ��棬��֤ˮƽ�ͺ����Լ���ѹװ�õ�˳�����������ò���Ϊ����Q235-A�ֲģ��������������ᴦ�����ӹ���Ϳ�����͡�
��2�� ����װ��
��һ֧63��200�г̵�Һѹ����������������������ֱ�ߵ����ϻ�������֤����˳�����̶����뻬���������Ͻ𱣻���顣
��3����ѹװ��
��ѹװ��Ϊ���۽ṹ�����˰�װ��һ֧65��165�г̵��ף����ؿ���ʵ������λ��ֹͣ�������˶�����װ������ѹͷ����֤�����κ�һ�ֹ�����
��4����ת����
ÿ����������4����λ��Ͷ�λ�飨�������ʣ�����λ������12��(��������խ)�����û�����������������������λ�ù̶����ֱ��ʺϲ�ͬ��Ŀ�ذ壨����2���棩���յ��壨����2���棩���ܵ繭�壨����2���棩��������תͨ���ֶ����ٻ���ɣ����ӹ̶���
��5�� Һѹϵͳ
Һѹϵͳ���õ��ǹ���֪��Ʒ�ƣ�Һѹ��վ�Ǹ�������е�����豸�ṩ����Դ�IJ��֡���Ҫ���������䡢�ͱõ���顢�������顢��ȫ���飨��������������������������ѹ��������������������ȴ����ѹ���̵�����ѹ�����͵����ȡ�


(6�����Ƽ�����ϵͳ
��վ�����Ƚϼ�����״ָ̬ʾ�ơ������ƺͷ����������ư�ť�ͼ�ͣ��ť�ȡ�������ͼ��ʾ



��������� ״ָ̬ʾ�ơ������� ������ ���ư�ť����ͣ��Ť
��7����Ʒ����
���ӣ�4�������в������߸���
��� ���� ���� ��λ
1 ��ѹ�� 5 ��
2 ���� 7 ��
3 ���� 7 ��
4 Һѹ�� 20 ��
6 ��ͨ 5 ��
7 ˿�� 20 ��
8 �����ֱ� 20 ��
9 �������� 2 ��
6.5 �յ���װ����ģ
6.5.1 �յ���װ����ģ��������

6.5.2 �豸������������
�յ���װ����ģ ���ڶ��ǿյ���װ����װ�ļӹ�����߱�������İ�װλ�á�
6.5.3 �豸��Ҫ����
��1�����������¶�Ҫ�� 5�桫45��
��2�������������ʪ��Ҫ�� 95����
��3����ģ���ͣ���X��X�ߣ� 3420X2167X630
6.5.4�豸����
��ģ 1��
6.5.5 ��ģ����������
��1����ģ��λ����

��2����׳���
�յ���װ����ģ�ϣ������λ�ð�װ�й�ӯ����
��3��������������

7 Ϳװ����ʶ
������Ϳǰ���ϸ��ա�Ϳװǰ�ֲı�����ʴ�ȼ��ͳ���ȼ�����GB8923-88���涨��Sa2.5�ȼ��������д�����������Ϳ��
����ṹ����ɫ��RAL5015 ��
��ƷӦ������λ�ñ��������̵����ƣ��ϸ�֤�������������Ż���뼰�������ڡ�����Ӧ���÷��ۡ���ˮ�����ͼ��IJ��ϡ�
8˫��Ӧ���ص�����Ҫ���ְ������
��
��1�� ���ṩ��Ʒͼֽ�������̣��Լ�����ƽ�湤�ղ��á��������ϣ�
��2�� ����������ҷ��ṩ�ļ���������
��3�� ���������ҷ��ֳ�ʩ���������ṩ��Ҫ��ʩ��������
��4�� �����ҷ��ṩ�����м������ϱ��ܣ������������й¶��
�ҷ�
��1���ҷ�����ѡ�ɾ���ḻ�ļ�����Ա������װ���ԣ�ֱ����װ������������״̬��
��2���ڹ�װ��װ�������ڼ䣬�ҷ�Ӧ�Լ��ļ�����Ա��������Ա��ά����Ա����ȫ��IJ�������������е����ά�ȷ������Ѽ�����ѵ��
��3���������������������У��ҷ�Ӧ�ֳ��������ؼ���֧�֣�
��4���ҷ���������ṩ����IJ�Ʒ�ṹͼֽ���ػ�������������ͼֽ��
��5���ҷ��IJ�Ʒͼֽ��Ͷ��ǰ����Ҫ��������ƻ�����ɽ����������졣
��6���ҷ����ֳ�ʩ�����ϸ����ؼ�Ҫ��
9�����ļ�
��1���ṩ������װ��ͼ����Ҫ����װ��ͼ���㲿��ͼ��
��2���ṩ�ķ�ʹ���ֲ
��3���ṩ����ά�ޡ�����˵���飬��������˵����ͼֽ�͵�·ͼ��
��4���ṩ������������������ļ�����Ʒ�����嵥��
��5���ṩ������Ҫ�����ʹ��˵���飻
��6���ṩ���ݹ�װ�������ϸ棻
��7���ṩһ��������֤����ۺ�����ŵ�飻
��8���������м����ļ����������ϡ�ͼֽ��˵����Ȳ������ģ�����Ӣ�Ķ��հ汾��
��9���������������������ṩ����۲��ṩ�����嵥���������ơ������������š�
10��װ���Լ���Ա��ѵ
������������ѵ�ù�װ�Ļ�е������ά������Ա�Ͳ�����Ա���ڹ�װ���쳧����ѵ���ݰ�����
��װ�Ļ����ṹ��
��װ��ʹ�úͲ�����
����ϵͳ������ѵ��
��װ�Ļ�еϵͳ������ϵͳ�ı�����ά�ޣ�
��ȫ����ע�����
11��װԤ���ռ�������
��1����Ʒװ��ǰ������Ա���ݼ���Ҫ��Թ�װ����Ԥ���գ�Ԥ���ղ��ϸ���װ�䷢�ˡ�
��2����װ���������������ɼ�����Ա����װ�ֳ���ѽ��а�װ���ԣ���Э����ϡ�
��3��Ԥ���յ����ݺ���Ŀ������鹤װ�Ƿ���Ϻ�ͬ�ͼ���Э��������ݣ�Ԥ���պϸ����˫����ͬǩ��Ԥ���ձ��档
��4�����������������ڽ��У������״�ʹ��ʱ�������ɹ���ʦ�ͼ������˵����ֳ���������Ϊ�����յ�ʱ�䡣�����ṩ�����Ͽɵ�������Ŀ������
��5��������װ�����Թ����еĹ�װ���¹��Լ����������¹ʸ���
��6�����ṩ��װ��װ�����Թ����б�Ҫ��Э��������
12������֤���ۺ����
��1������������ǩ�ֺù�װ������֤��Ϊһ�ꡣ��������֤���ڣ������㲿�����������������������Ը��㲿���ӳ�����һ�ꣻ
��2����������֤���ڣ�������Ʒ�������⣬���������ų����ϣ����ܱ�֤��װ��������ת���ճ��������ù�װ���˿ɻ���ͬʱ�������ش��¹ʣ��������е�ȫ�����Σ�
��3���������Ҫ��ʱ�������ڽӵ�֪ͨ��24Сʱ��������Ӧ�����б�Ҫ��������48Сʱ�����˵��ֳ����й��ϴ�����
��4��Ͷ������ע���ۺ����ʽ�������ͳ�ŵ���ۺ����Υ�������ʽ�ͳ�ŵ��
��5�������㷺���û������������ȼ����õ��ۺ��������ע�Ľ���֮һ��
��6�������ļ��ͱ���
�ṩ��װ����������ʹ�õ������ļ�����Ʒ�������ṩ�嵥���������ơ�ͼ���������š�������Դ���������̣������ۣ��ü۸�����ͬ�ܼۡ�
��7���ṩ�ù�װ�ɹ�ѡ����嵥�����ݰ��������ơ����������ܡ�ͼ���������ż�����۱�Ʒ�����嵥�������ļ���ϸ��
13��Ʒ��װ������ʹ���Ҫ��
��1����װ��װӦ�����й�·�˱���Ҫ���𡢷�ʴ����ˮ���ι̡���ȫ�ɿ���ȷ����װ�������ˣ���Ӧ�й���������Ҫ��
��2����װ���ҷ������װ�����䣬���ڰ�װ������ɹ�װ�������ҷ�����һ�����Ρ�
14ְҵ��������ȫ�ͻ�������Ҫ��
��1���ù�װ��ư����һ�������������й����ߡ�����ִ�С�������ȫ�������е������ҵ��ȫ������������ָ�ϡ�ִ�У�
��2������ʩ���м�֡���ȫ��һ��Ԥ��Ϊ�����İ�ȫ�������룬��ʵ��ȫ���������ƣ���Ч�������Ϳ���ְҵΣ����Σ�����أ�������Ч�ظĽ�ְҵ������ȫ��Ч�����Ʋ�����ְҵ��ȫ����ϵͳ������Ч���С�
��3����ʩ����Ҫִ�й��ҡ��ط��й�ְҵ��ȫ�������ķ��ɡ������е�������ݵ�Ҫ��
15����Ҫ��
��1����װ���������ɺ��ɼ���˫�����з�����������Э��ͨ�������ʩ��ͼֽ��ơ�
��2���湤װ����һ��ר��ά���ߡ�
16Э�鷨��Ч��
������Э����Ϊ������ͬ�ĸ������Ǻ�ͬ���ɷָ�IJ��֣��붩����ͬ����ͬ�ȵķ���Ч�����붩����ͬ��ͬ��Ч��
��Э��һʽ���ݣ������ݣ�����Ҽ�ݡ�˫��ǩ��ȷ�ϡ�
�� ���������ϳ����ľ��ܼӹ��������ι�˾ �� ���������¼�Ԫ�Զ����豸����˾
ǩ�ִ����� ǩ�ִ�����
�� ����0771-4305823 �� ���� 0431-89151588
�� �棺0771-4950480 �� �棺 0431-89151588
�� �ڣ�2015-02-01 �� �ڣ� 2015-02-01

��ַ�����������ÿ���������·945�� �绰��13159562167 ���ʣ�2941023964@qq.com
Copyright © 2015 All Rights Reserved �����¼�Ԫ�Զ����豸����˾ ICP ��������ICP��13003223�� ����֧�֣�
�������Ƽ�